

��(sh��)��JM40݆ݞ�S���T�әC(j��)��Һ���|����
1���O(sh��)����̖(h��o)��JM40PCL���T�Ӊ�����150KN�������г̞�40������
2���T�����S�½��ٶȿɟo(w��)�O���{(di��o)��
3�������_(t��i)��(c��)߅���̶Ș�(bi��o)���������_(t��i)�������Կ̶��x��(sh��)��
4���O(sh��)�����ϵ�y(t��ng)����PLCϵ�y(t��ng)��PLC�������T(m��n)��Ʒ����
5������ϵ�y(t��ng)Ҫ����b�Q������,�T�Ӊ����ɜy(c��)��������ʮ�M(j��n)�Ɣ�(sh��)����Ļݔ���������b��ų�ʹ���M(j��n)���г̿���������ʮ�M(j��n)�Ɣ�(sh��)�����@ʾ��ݔ����
6�����Ԅ�(d��ng)��B(t��i)��(du��)�T�� �M(j��n)�Еr(sh��)�g���ƺ�λ�ƿ���.
7����(du��)�ӹ��^(gu��)����ÿһ��(g��)�a(ch��n)Ʒ���T�Ӊ������T�Ӽӹ��r(sh��)�g���o(w��)�S���M(j��n)�o���ӕr(sh��)�r(sh��)�g���T���г̵��M(j��n)�ж��r(sh��)ӛ䛴惦(ch��)��Ӌ(j��)��C(j��)�����x�(xi��ng)Ŀ����
8���O(sh��)���ṩ��Ӗ(x��n)����(w��)���ṩ�P(gu��n)�I�����ُ(g��u)�����
9���O(sh��)�������ɫ����(bi��o)��(zh��n)ɫ��������
10���O(sh��)����乤�������Ƅ�(d��ng)�����_(t��i)�����ÙM���ã����(q��)��(d��ng)�����Ƅ�(d��ng)�����Ϸ����������r(sh��)�����ˌ��b�����������Ƅ�(d��ng)�����_(t��i)�����°��~�������Ԅ�(d��ng)�����T��λ�����T�әC(j��)�S���_(k��i)ʼ�T�����T����ɺ��������Ԅ�(d��ng)�˳��T��λ������ȡ�����һ��(g��)ѭ�h(hu��n)���ڡ�
늿ط����B���£�
�����������������T(m��n)��S7-200�ɾ��̿�������PLC��������������
�����ϵ�y(t��ng)����Ҫ�������C(j��)�_(k��i)�C(j��)�z�y(c��)�Ƿ��(zh��n)��;w������A���Ƿ�λ�ȡ�
����(d��ng)���ƻ�·����(d��ng)�ɂ�(g��)����(d��ng)��Ťͬ�r(sh��)���r(sh��)�C(j��)�������_(k��i)ʼ������
λ�Â��������T���г��������@ʾ����(l��i)��
�T�������������z�y(c��)��(d��ng)ǰ���������ܵ��T�Ӊ��������������@ʾ����(l��i)��
��(sh��)��(j��)ݔ�룺�Ñ�ֱ����Ӌ(j��)��C(j��)��������ϵ�y(t��ng)����ݔ���O(sh��)������(sh��)����ݔ��λ���O(sh��)��ֵ�Լ��O(sh��)�ò�ͬ��������
������(g��)��(sh��)���Ѽӹ������Ă�(g��)��(sh��)��
λ�ؠ�B(t��i)�����Ԅ�(d��ng)��B(t��i)�������S�ķ�������λ�ÿ��Ƶ���
�c(di��n)��(d��ng)���Ơ�B(t��i)������ָʾ����Ϲ��ܿ����_(k��i)�P(gu��n)��(d��ng)ǰ��λ�����քe���c(di��n)��(d��ng)���Ơ�B(t��i)���ք�(d��ng)���Ơ�B(t��i)���Ԅ�(d��ng)���Ơ�B(t��i)��
���S��ͣ�� ������(d��ng)��Ť�t���S늙C(j��)����(d��ng)����ֹͣ��Ť�t���S늙C(j��)ֹͣ�������ꮅ���P(gu��n)�]�����ڡ�����(d��ng)���S߀�������ƹ��е���ͣ��Ť��
�͉�?ji��n)�ͣ������ͬ���S늙C(j��)��
����ȥ�㣺������S���Ϸ�������߀���x��(sh��)��Ť���r(sh��)����(d��ng)ǰ������������
λ��ȥ�㣺������S���Ϸ���λ��߀���x��(sh��)��Ť���r(sh��)����(d��ng)ǰλ�ñ����㡣�������·��������t��(d��ng)���S�����·��r(sh��)��Ť��������(d��ng)ǰλ�ñ�������
Ӌ(j��)��(sh��)���㣺���nj�(du��)�ӹ�������(g��)��(sh��)�������Ա�����Ӌ(j��)��(sh��)��
��ͣ��Ť�����¼�ͣ��Ť������(g��)���λ�·ʧ���
���Ʒ�ʽ�D(zhu��n)�Q�����C(j��)����(d��ng)��̎�ڕr(sh��)�ؠ�B(t��i)�����˰��o�����M(j��n)�Еr(sh��)����λ�ء������D(zhu��n)�Q��
���C(j��)��������������ų߾����Ç�(gu��)�a(ch��n)����
����λ�ƕr(sh��)�g�������M�S��r(sh��)�g�S���v�S�քe�@ʾ������λ���������������քe�ò�ͬ���ɫ��(l��i)�^(q��)������Ҫ�þW(w��ng)���@ʾ(λ�ƺ͉���Ҫ�����^��(zh��n)�_���x��)��
JM40-PLC�T�әC(j��)���T�C(j��)�˙C(j��)���� 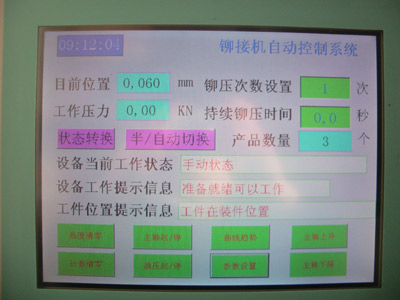 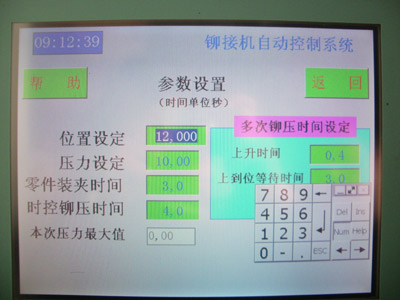  |


